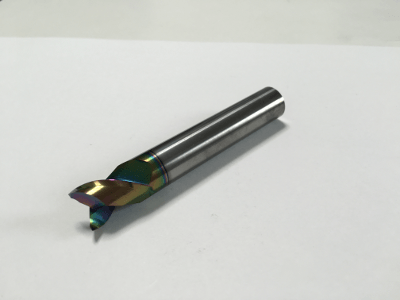
超高硬度 低摩擦 水素フリー DLCコーティング
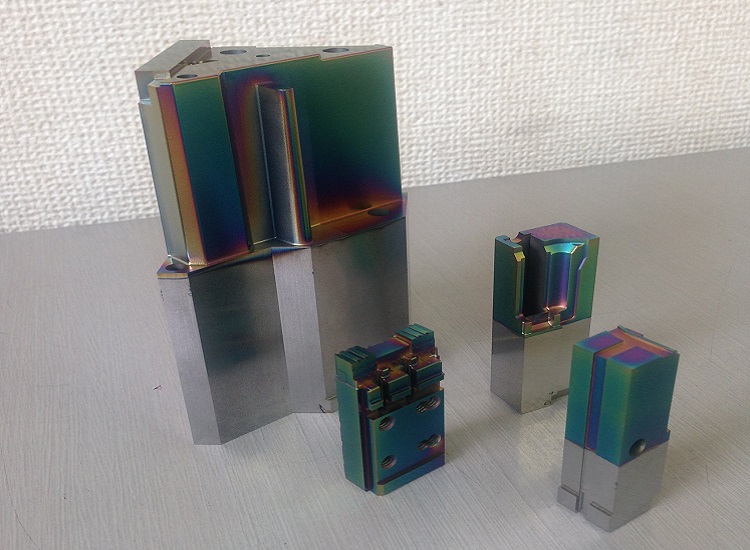
電磁式アークカソードを利用したダイヤモンド構造を多く含む、超高硬度な水素フリー(水素を含まない)DLCコーティングです。アークイオンプレーティング方式により高い密着性を有し、独自開発のドロップレット(マイクロメートルレベルの突起物)を低減する機構を備えることで、基材の表面と同等で平滑な表面が得られます。切削工具や金型の寿命を著しく向上させ、特にアルミニウムや銅、ハンダなどの非鉄金属の加工の際に凝着や摩耗を防止し、優れた効果を発揮します。大型装置に取り付けることで大量のセッティング及びリーズナブルな価格設定が可能です。
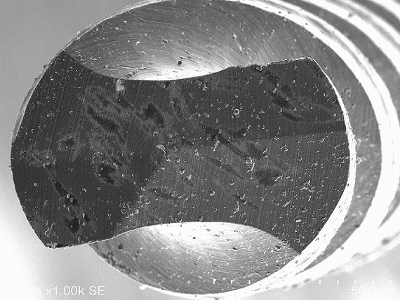
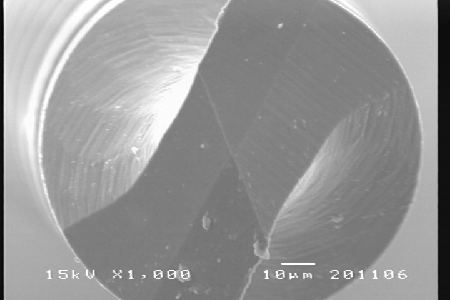
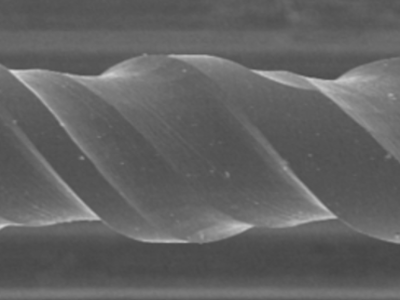
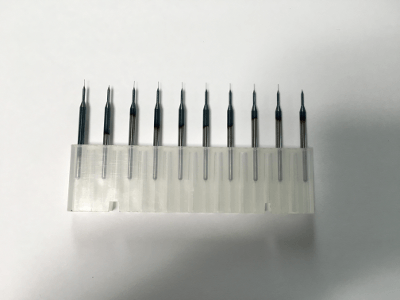
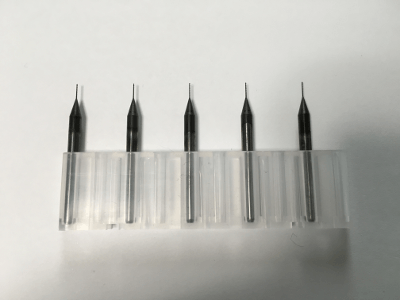
マイクロドリル(φ90μm)に高硬度 DLC でドロップレット低減
特殊カソード採用でドロップレットを低減します。
直径90ミクロンのマイクロドリルのSEM観察ではドロップレットがほぼないことが確認できます。マイクロドリルにおいて高密着でドロップレットの少ないコーティングが完成しました。
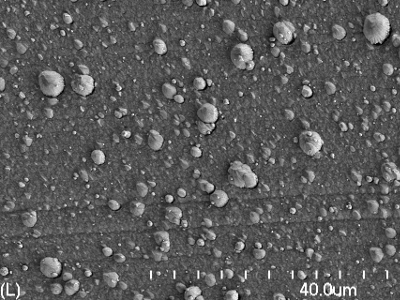
通常カソード taC
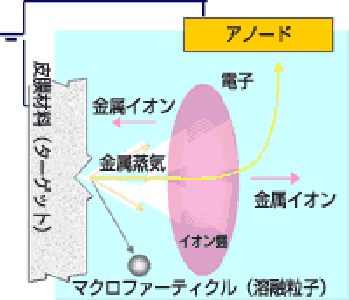 模式図
模式図特殊カソード taC X 高硬度 DLC
500mmの長尺大型品の処理対応します
仕様
- (ta-CXコーティング)
- 硬度: 5000〜6000HV
- 膜厚: 1.0μm以下
- 摩擦係数:
0.1〜0.15(対SUJ2、ドライ) - 耐熱温度: 500℃(大気中)
- 表面粗さ: Ra0.02μm
- 処理温度: 150℃以下
- 有効エリア:
φ600mmx500mm
- (DLC-GTコーティング) NEW!
- 硬度: 7000HV
- 膜厚: 0.7μm
- 摩擦係数:
0.09~0.13 - 耐熱温度: 550℃
- 表面粗さ: 0.004μm
- 処理温度: 150℃
- 有効エリア:
φ130mmx100mmx6テーブル
特徴
- ◉高い表面平滑性
- アークイオンプレーティング法の弱点であるドロップレットを低減する機構を備えることで、基材の表面粗さを損なうことなく平滑性の高い表面が得られます。
- ◉多様な材質に対応
- 基材との界面に密着層を設けることで、超硬合金からアルミニウムなどの軟質金属に至るまで、密着性に優れた被膜を形成することができます。
- ◉低温処理
- 150℃以下の低温で処理を行う為、基材の硬度低下や熱変寸を最小限に抑えます。
- ◉大型製品に対応
- 蒸発源を複数設置しており、最大で500mmの長さまで処理することが可能です。
taC X ナノインデンテーシヨン法による硬さ
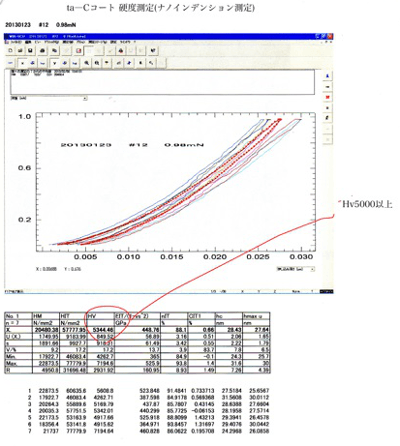
ナノインデンション測定
ta-C X コーティング硬さ測定
HV約5000
当初はマイクロビッカーズ硬度計などの従来手法による装置の高精度化が図られた。
しかし、ビッカーズ硬度で1000を超えながらも膜厚が1um以下の硬質薄膜に対しては、微小な圧痕形状から高精度に硬さを求めることに自ずと限界があった。
そこで開発されたのがDSI(Depth sensing lndentation)法によるナノインデンテーシヨン法である。
なお、DSI法による硬さ測定法は、2002年にこ国際標準規格(ISO14577)に制定されている。
taC X ロックウェル圧痕形状による密着性観察

ロックウェル圧痕画像
荷重:Aスケール60kgf
ロックウェル圧痕画像
荷重:Cスケール150kgf
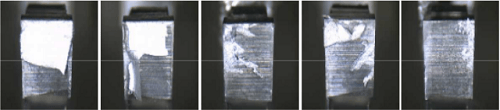
アルミ板に対する穴開け加工状態の比較

taC X コーティング

コーティング無し
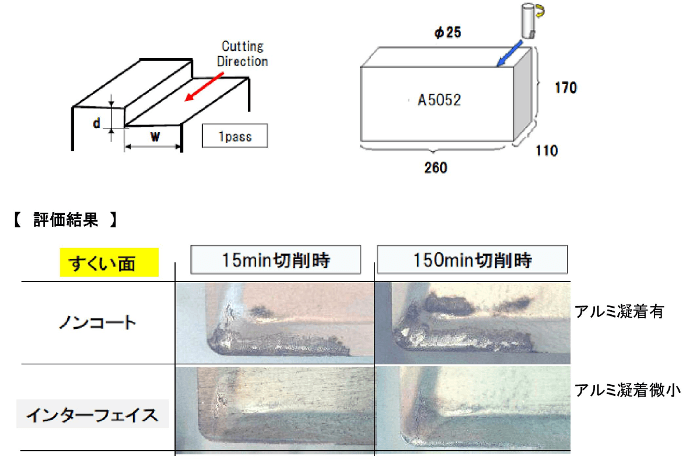
適用例1: アルミ加工用インサートにおけるtaC Xコーティングの有効性
無潤滑加工テストにおいて、15分経過後ではすくい面にアルミの凝着は見られなかった。150分経過後では微小にアルミの凝着が確認されたが、未処理品と比較してアルミの凝着が明らかに少なく、アルミ加工におけるtaC Xコーティングの有効性が確認された。
- コーティング仕様
- 製法:
PVD−アークイオンプレーティング法
膜厚: 0.3μm前後
硬さ: 5,000〜6,000HV
色調: 干渉色 - 品名
- インサート
- 材質
- 超硬
- 被加工材
- A5052
- 寸法・加工方法
- Cutting speed (m/min): V=300
Feed rate (mm/teeth): f=0.1
Depth(mm): d x w= 3 x 5
Coolant: dry
適用例2: チップソーにおけるtaC X コーティングの有効性
コーティング無しが2回の切断で切粉詰まりが発生したのに対し、taC X コーティングを行ったものは、 切粉の付着もなく、10回の加工が可能であった。 装置稼動の都合で評価は中断したが、未処理品と比較して5倍以上の寿命を得ることが分かった。
- コーティング仕様
- 製法:
PVD アークイオンプレーティング法
膜厚: 0.3μm前後
硬さ: 5,000〜6,000HV
色調: 干渉色 - 品名
- チップソー
- 材質
- 超硬ロー付け
- 寸法
- φ180 x 2
- 被加工材
- A5052P-H112
- 切断方法
- 10mm厚のアルミ板を2枚重ねにして切断
| コーティング | チップ | 最終切断数 | 切断終了要因 | 平均切断所要時間(sec) | 切粉詰まり | 切粉付着 | 切断官能 |
|---|---|---|---|---|---|---|---|
| 無 | 超硬 | 2 | 切粉詰まり | 77.5 | 6 | 少し有り | 重い |
| 有 | 超硬 | 10 | 中断 | 47.3 | 0 | 全く無し | 少し重い |
コーティング無: アルミ凝着 有
コーティング有: アルミ凝着 無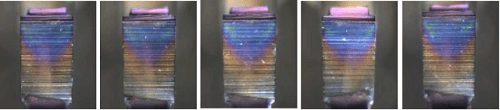
用途
Al,Cu等切削工具及び成形金型、半導体関連金型、プラスチック成形金型、圧粉成形金型、医療用器具・部品、各種工具、摺動部品

超硬ドリル
パンチ(四角)

超硬大径ドリル

超硬チップ

超硬パンチ
マイクロドリル1

マイクロドリル2
マイクロドリル3

時計フレーム1

時計フレーム2

時計フレーム3

時計バンド1
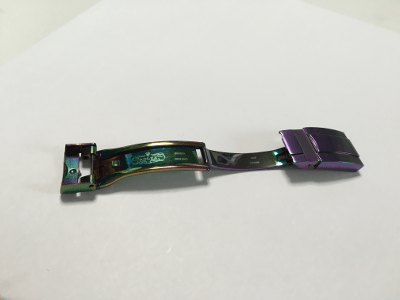
時計バンド2

超硬ドリル2

超硬ドリル3
超硬ドリル4

レンズ金型
プレート
SUSパイプ

リング